Los programas PLC son herramientas fundamentales en el ámbito de la automatización industrial. Con ellos, es posible controlar y supervisar actividades en tiempo real, optimizando procesos y mejorando la eficiencia productiva. En este artículo, exploraremos diversos ejemplos de programas PLC, desde los más básicos hasta los más complejos, ofreciendo una visión completa de las posibilidades que brindan estos sistemas. ¡Sumérgete en el mundo de la programación PLC y descubre cómo puedes potenciar tus procesos industriales!
Contenido
- ¿Cuáles son los PLC más usados en la industria?
- ¿Dónde se utilizan los PLC en la industria?
- ¿Qué programas se usan para PLC?
- ¿Qué es PLC y ejemplos?
- Ejemplos de Programas PLC: Descubre cómo funcionan y cómo implementarlos
- Choque de Opiniones
- Análisis del IBEX 35, BBVA, B. Santander, CaixaBank, Iberdrola, Inditex y Telefónica. 26/08/23.
- Ejemplos de programas PLC para control de temperatura
- Ejemplos de programas PLC para control de velocidad de motores
- Preguntas Frecuentes
¿Cuáles son los PLC más usados en la industria?
Los PLC (Controladores Lógicos Programables) son dispositivos electrónicos que se utilizan para controlar y automatizar procesos en diversas industrias. A continuación, se presentan algunos de los PLC más utilizados en la industria:
PLC más utilizados en la industria manufacturera
La industria manufacturera es una de las que más utiliza los PLC debido a su capacidad para controlar y automatizar procesos de producción. Algunos de los PLC más utilizados en esta industria son:
- AllenBradley: es una de las marcas más reconocidas en el mercado de los PLC y ofrece una amplia gama de productos para diferentes aplicaciones.
- Siemens: es otra marca líder en el mercado de los PLC y ofrece una variedad de productos que se utilizan en diferentes industrias.
- Mitsubishi Electric: es una marca japonesa que ofrece una amplia gama de PLC para diferentes aplicaciones industriales.
PLC más utilizados en la industria de procesos
La industria de procesos es una de las que más utiliza los PLC debido a su capacidad para controlar y automatizar procesos químicos y físicos. Algunos de los PLC más utilizados en esta industria son:
- ABB: es una marca suiza que ofrece una amplia gama de PLC para diferentes aplicaciones industriales, incluyendo la industria de procesos.
- Honeywell: es una marca estadounidense que ofrece una variedad de PLC para diferentes aplicaciones industriales, incluyendo la industria de procesos.
- Yokogawa: es una marca japonesa que ofrece una amplia gama de PLC para diferentes aplicaciones industriales, incluyendo la industria de procesos.
PLC más utilizados en la industria de la automatización de edificios
La industria de la automatización de edificios es una de las que más utiliza los PLC debido a su capacidad para controlar y automatizar sistemas de iluminación, climatización y seguridad. Algunos de los PLC más utilizados en esta industria son:
- Schneider Electric: es una marca francesa que ofrece una amplia gama de PLC para diferentes aplicaciones industriales, incluyendo la automatización de edificios.
- Eaton: es una marca estadounidense que ofrece una variedad de PLC para diferentes aplicaciones industriales, incluyendo la automatización de edificios.
- GE Industrial: es una marca estadounidense que ofrece una amplia gama de PLC para diferentes aplicaciones industriales, incluyendo la automatización de edificios.
¿Dónde se utilizan los PLC en la industria?

Los PLC (Controladores Lógicos Programables) se utilizan en diversas industrias debido a su capacidad para realizar tareas de control y automatización de manera eficiente y precisa. A continuación, se presentan algunos ejemplos de dónde se utilizan los PLC en la industria:
Industria de manufactura
En la industria de manufactura, los PLC se utilizan para controlar y supervisar procesos de producción, como la fabricación de piezas, el ensamblaje de productos y la inspección de calidad. Algunas de las aplicaciones más comunes de los PLC en esta industria son:
- Control de máquinas herramientas, como fresadoras y tornos.
- Supervisión de líneas de producción y detección de fallos.
- Automatización de procesos de ensamblaje y montaje.
Industria de procesos
En la industria de procesos, los PLC se utilizan para controlar y supervisar procesos químicos, térmicos y de flujo de fluidos. Algunas de las aplicaciones más comunes de los PLC en esta industria son:
- Control de temperaturas y presiones en procesos químicos.
- Supervisión de niveles de líquidos y gases en tanques y recipientes.
- Automatización de procesos de mezclado y dosificación.
Industria de energía y utilities
En la industria de energía y utilities, los PLC se utilizan para controlar y supervisar la generación, transmisión y distribución de energía eléctrica. Algunas de las aplicaciones más comunes de los PLC en esta industria son:
- Control de centrales eléctricas y subestaciones.
- Supervisión de líneas de transmisión y distribución de energía.
- Automatización de procesos de conmutación y protección de la red eléctrica.
¿Qué programas se usan para PLC?
Los programas utilizados para PLC (Controlador Lógico Programable) son variados y dependen del fabricante y del tipo de PLC. A continuación, se presentan algunos de los programas más comunes:
Programas de programación para PLC
Los programas de programación para PLC son utilizados para crear y editar programas que se ejecutan en el PLC. Algunos de los programas más comunes son:
- Ladder Logic: es un lenguaje de programación gráfico que utiliza símbolos y diagramas para representar la lógica del programa.
- Function Block: es un lenguaje de programación que utiliza bloques de funciones predefinidas para crear programas.
- Structured Text: es un lenguaje de programación que utiliza un formato de texto estructurado para crear programas.
Entornos de desarrollo integrados (IDE) para PLC
Los entornos de desarrollo integrados (IDE) para PLC son programas que integran las herramientas necesarias para crear, editar, compilar y depurar programas para PLC. Algunos de los IDE más comunes son:
- TIA Portal: es un IDE desarrollado por Siemens para programar y configurar PLC de la serie S7.
- RSLogix: es un IDE desarrollado por Rockwell Automation para programar y configurar PLC de la serie AllenBradley.
- GX Developer: es un IDE desarrollado por Mitsubishi Electric para programar y configurar PLC de la serie FX y Q.
Herramientas de simulación y depuración para PLC
Las herramientas de simulación y depuración para PLC son programas que permiten simular y depurar programas para PLC sin necesidad de conectar el PLC físicamente. Algunos de los programas más comunes son:
- PLC Simulator: es una herramienta de simulación que permite simular el comportamiento de un PLC sin necesidad de conectar el PLC físicamente.
- Debugging Tool: es una herramienta de depuración que permite depurar programas para PLC y encontrar errores.
- Emulador de PLC: es una herramienta que permite emular el comportamiento de un PLC en un entorno virtual.
¿Qué es PLC y ejemplos?

Un PLC (Programmable Logic Controller, por sus siglas en inglés) es un dispositivo electrónico que se utiliza para controlar y automatizar procesos en diversas industrias, como la manufactura, la energía, el transporte y la agricultura. Un PLC es básicamente un ordenador que se programa para realizar una serie de tareas específicas, como controlar motores, sensores y actuadores. Un PLC se compone de varios componentes, incluyendo una CPU (Unidad Central de Procesamiento), una memoria para almacenar programas y datos, y una serie de módulos de entrada y salida para interactuar con el entorno. Los PLC se programan utilizando lenguajes de programación especializados, como el Lenguaje de Programación Ladder (LPL) o el Lenguaje de Programación en Bloques de Funciones (FB). A continuación, se presentan algunos ejemplos de aplicaciones de PLC: Control de procesos en plantas de tratamiento de agua y desechos. Automatización de líneas de producción en fábricas de automóviles. Control de sistemas de iluminación y climatización en edificios inteligentes.
Tipos de PLC
Existen varios tipos de PLC, cada uno con sus propias características y aplicaciones. A continuación, se presentan algunos de los tipos más comunes de PLC:
- PLC compacto: Un PLC compacto es un dispositivo que integra todos los componentes en un solo módulo. Es ideal para aplicaciones pequeñas y simples.
- PLC modular: Un PLC modular es un dispositivo que se compone de varios módulos que se pueden conectar entre sí. Es ideal para aplicaciones más complejas y escalables.
- PLC de alto rendimiento: Un PLC de alto rendimiento es un dispositivo que ofrece un alto nivel de procesamiento y capacidad de almacenamiento. Es ideal para aplicaciones que requieren un alto grado de complejidad y velocidad.
Componentes de un PLC
Un PLC se compone de varios componentes que trabajan juntos para realizar las tareas programadas. A continuación, se presentan algunos de los componentes más importantes de un PLC:
- CPU (Unidad Central de Procesamiento): La CPU es el corazón del PLC y se encarga de ejecutar las instrucciones del programa.
- Memoria: La memoria se utiliza para almacenar el programa y los datos del PLC.
- Módulos de entrada y salida: Los módulos de entrada y salida se utilizan para interactuar con el entorno y conectar sensores y actuadores.
Aplicaciones de PLC
Los PLC se utilizan en una amplia variedad de aplicaciones en diversas industrias. A continuación, se presentan algunas de las aplicaciones más comunes de PLC:
- Automatización de procesos: Los PLC se utilizan para automatizar procesos en plantas de tratamiento de agua y desechos, fábricas de automóviles y otras industrias.
- Control de sistemas: Los PLC se utilizan para controlar sistemas de iluminación y climatización en edificios inteligentes.
- Supervisión y control: Los PLC se utilizan para supervisar y controlar procesos en tiempo real, lo que permite tomar decisiones informadas y mejorar la eficiencia.
Ejemplos de Programas PLC: Descubre cómo funcionan y cómo implementarlos
Los Programas PLC (Controladores Lógicos Programables) son ampliamente utilizados en la automatización industrial para controlar y supervisar procesos en tiempo real. Estos dispositivos permiten la programación de secuencias lógicas y funcionales que controlan el comportamiento de los sistemas.
A continuación, se presentan algunos ejemplos de programas PLC y cómo pueden ser implementados en diferentes contextos:
1. Control de motor: Un programa PLC puede ser utilizado para controlar la velocidad y dirección de un motor eléctrico. Mediante la lectura de sensores de posición o de velocidad, el programa PLC puede ajustar automáticamente la velocidad del motor para mantenerlo en el rango deseado. Además, se pueden establecer condiciones de seguridad, como la detección de sobrecargas o fallas en el motor.
2. Control de temperatura: En procesos industriales donde es necesario mantener una temperatura constante, un programa PLC puede ser utilizado para controlar el encendido y apagado de dispositivos de calefacción o refrigeración. El programa PLC puede leer la temperatura actual mediante sensores y, en función de esa lectura, activar o desactivar los dispositivos necesarios para alcanzar y mantener la temperatura deseada.
3. Control de producción: En una línea de producción, un programa PLC puede coordinar y sincronizar el funcionamiento de diferentes máquinas y procesos. Por ejemplo, en la fabricación de productos en serie, el programa PLC puede controlar el avance de los materiales, la activación de herramientas o equipos de ensamblaje, así como la verificación de calidad de los productos terminados.
4. Control de iluminación: En edificios inteligentes, un programa PLC puede gestionar el encendido y apagado de luces en función de la detección de movimiento o de la luz natural. Además, es posible crear secuencias de iluminación predefinidas para mejorar la eficiencia energética y adaptar el nivel de iluminación a diferentes necesidades.
5. Control de sistemas de seguridad: Un programa PLC puede ser utilizado para monitorear y controlar sistemas de seguridad, como alarmas contra incendios o detectores de intrusos. El programa PLC puede activar señales de alarma, enviar notificaciones a través de dispositivos móviles y coordinar la respuesta del personal de seguridad.
En resumen, los programas PLC son herramientas fundamentales en la automatización industrial, permitiendo el control y supervisión de diferentes procesos en tiempo real. Estos ejemplos demuestran la versatilidad y aplicabilidad de los programas PLC en diversos contextos industriales y de seguridad. Su implementación precisa y adecuada juega un papel crucial en la eficiencia y seguridad de los sistemas controlados.
Choque de Opiniones

Análisis del IBEX 35, BBVA, B. Santander, CaixaBank, Iberdrola, Inditex y Telefónica. 26/08/23.

Ejemplos de programas PLC para control de temperatura
Introducción
La programación de PLC es ampliamente utilizada en el control de temperatura en procesos industriales. Los ejemplos de programas PLC para control de temperatura son fundamentales en la automatización de sistemas que requieren mantener un rango específico de temperaturas. A continuación, se presentarán algunos ejemplos comunes de cómo programar un PLC para controlar la temperatura en diferentes aplicaciones industriales.
Control ON/OFF
En este ejemplo, se utiliza un sensor de temperatura para medir la temperatura actual y un sistema de control ON/OFF para mantenerla dentro de un rango deseado. El programa PLC monitorea constantemente la temperatura y activa o desactiva un dispositivo de calefacción o refrigeración según sea necesario. Cuando la temperatura está por debajo del límite inferior, el sistema de calefacción se activa; cuando la temperatura supera el límite superior, se activa el sistema de refrigeración. Este ciclo se repite continuamente para mantener la temperatura constante.
Control PID
El control PID es otro método comúnmente utilizado en la programación de PLC para controlar la temperatura. En este caso, se utilizan tres términos: proporcional, integral y derivativo, para calcular la señal de control. El término proporcional está relacionado con la diferencia entre la temperatura deseada y la temperatura actual, el término integral considera la historia pasada del error y el término derivativo analiza la tasa de cambio del error. Estos términos se combinan para generar una señal de control precisa y ajustar el sistema de calefacción o refrigeración en consecuencia.
Control de múltiples zonas
En aplicaciones industriales más complejas, puede ser necesario controlar la temperatura en múltiples zonas. Por ejemplo, en un horno con varias secciones, cada una requiere un control de temperatura independiente. En este caso, se pueden utilizar múltiples lazos de control, donde cada lazo está dedicado a una zona específica. Cada lazo tiene su propia lógica de control y se comunica con el programa principal PLC. Esto permite un control preciso de la temperatura en cada zona y evita interferencias entre las diferentes secciones del proceso.
Ejemplos de programas PLC para control de velocidad de motores
Introducción
El control de velocidad de motores es otra aplicación común de los programas PLC. Estos programas permiten controlar la velocidad de los motores de acuerdo con las necesidades de diferentes procesos industriales. A continuación, se presentarán ejemplos de cómo programar un PLC para controlar la velocidad de los motores en diferentes situaciones.
Control de motor DC
En este ejemplo, se utiliza un motor de corriente continua (DC) cuya velocidad debe ser controlada. El programa PLC lee la señal de entrada que representa la velocidad deseada y compara con la señal de retroalimentación del motor para determinar si es necesario ajustar la velocidad. Utilizando algoritmos de control, el PLC ajusta gradualmente la señal de control para lograr la velocidad deseada. Esto se logra variando la tensión aplicada al motor o utilizando técnicas de modulación de ancho de pulso (PWM).
Control de motor AC con variador de frecuencia
En aplicaciones donde se utilizan motores de corriente alterna (AC), es común utilizar un variador de frecuencia para controlar la velocidad del motor. El programa PLC envía señales al variador de frecuencia para ajustar la velocidad del motor según sea necesario. Esto se logra mediante el cambio de la frecuencia suministrada al motor, lo que a su vez afecta la velocidad de rotación. El PLC monitorea continuamente la velocidad actual del motor y realiza los ajustes necesarios para mantenerla dentro del rango deseado.
Control de múltiples motores
En aplicaciones industriales más complejas, es posible que se requiera controlar la velocidad de múltiples motores de forma independiente. Por ejemplo, en una línea de producción con diferentes etapas, cada motor puede tener una velocidad específica requerida. En este caso, se pueden utilizar múltiples programas PLC, uno para cada motor. Cada programa PLC se comunica con el resto del sistema para coordinar la velocidad de los motores y asegurar un funcionamiento sincronizado y eficiente de toda la línea de producción.
Preguntas Frecuentes
¿Cuáles son algunos ejemplos de programas PLC ampliamente utilizados en la industria?
Existen varios programas PLC ampliamente utilizados en la industria. Algunos ejemplos incluyen:
1. Siemens STEP 7: Es uno de los programas PLC más populares y ampliamente utilizado en la industria. Proporciona una amplia variedad de funciones de programación y configuración, y es compatible con una amplia gama de controladores Siemens.
2. Allen-Bradley RSLogix 5000: Este programa es utilizado principalmente con los controladores de la serie Logix de Allen-Bradley. Ofrece una interfaz de programación intuitiva y potente, y permite la programación de sistemas complejos y la integración con otros dispositivos.
3. Omron CX-One: Es un software de programación integral que abarca varios productos de automatización de Omron, incluyendo PLCs, HMI, variadores y otros dispositivos. Proporciona una interfaz fácil de usar y múltiples herramientas de desarrollo.
4. Mitsubishi GX Works: Es el software de programación utilizado para programar los controladores lógicos programables (PLCs) de la serie MELSEC de Mitsubishi. Ofrece una amplia gama de funciones de programación y una interfaz de usuario intuitiva.
5. ABB AC500: Es el entorno de programación utilizado para programar los controladores AC500 de ABB. Proporciona una interfaz gráfica de usuario fácil de usar y soporta múltiples lenguajes de programación.
Estos son solo algunos ejemplos de programas PLC ampliamente utilizados en la industria. Cada uno de ellos tiene sus propias características y ventajas, por lo que es importante seleccionar el programa adecuado según las necesidades específicas de cada aplicación.
¿Puede proporcionar un ejemplo de un programa PLC utilizado para controlar un sistema de automatización en una fábrica de alimentos?
Por supuesto, aquí tienes un ejemplo de un programa PLC utilizado para controlar un sistema de automatización en una fábrica de alimentos:
“`ladder
NETWORK 1: Control del proceso de producción de alimentos
—–
| |
| O—-[X]–( )—( )—( )—( )—( )—|
| | | | | | | |
| | [ ] [ ] [ ] [ ] [ ] [ ] |
| | |
| O—-[X]–( )—( )—( )—( )—( )—|
| | | | | | | |
| | [ ] [ ] [ ] [ ] [ ] [ ] |
| | |
| O—-[X]–( )—( )—( )—( )—( )—|
| | | | | | | |
| | [ ] [ ] [ ] [ ] [ ] [ ] |
| | |
| O—-[X]–( )—( )—( )—( )—( )—|
| | | | | | | |
| | [ ] [ ] [ ] [ ] [ ] [ ] |
| | |
| O—-[X]–( )—( )—( )—( )—( )—|
| | | | | | | |
| | [ ] [ ] [ ] [ ] [ ] [ ] |
| | |
| O—-[X]–( )—( )—( )—( )—( )—|
| | | | | | | |
| | [ ] [ ] [ ] [ ] [ ] [ ] |
| | |
| O—-[X]–( )—( )—( )—( )—( )—|
| | | | | | | |
| | [ ] [ ] [ ] [ ] [ ] [ ] |
| | |
| O—-[X]–( )—( )—( )—( )—( )—|
| | | | | | | |
| | [ ] [ ] [ ] [ ] [ ] [ ] |
| | |
| O—-[X]–( )—( )—( )—( )—( )—|
| | | | | | | |
| | [ ] [ ] [ ] [ ] [ ] [ ] |
| | |
| O—-[X]–( )—( )—( )—( )—( )—|
| | | | | | | |
| | [ ] [ ] [ ] [ ] [ ] [ ] |
| | |
| O—-[X]–( )—( )—( )—( )—( )—|
| | | | | | | |
| | [ ] [ ] [ ] [ ] [ ] [ ] |
| | |
| O—-[X]–( )—( )—( )—( )—( )—|
| | | | | | | |
| | [ ] [ ] [ ] [ ] [ ] [ ] |
| | |
| O—-[X]–( )—( )—( )—( )—( )—|
| | | | | | | |
| | [ ] [ ] [ ] [ ] [ ] [ ] |
| | |
| O—-[X]–( )—( )—( )—( )—( )—|
—–
NETWORK 2: Control de los motores de la línea de producción
—–
| |
| O—-[X]–( )—( )—( )—( )—( )—|
| | | | | | | |
| | [ ] [ ] [ ] [ ] [ ] [ ] |
| | |
| O—-[X]–( )—( )—( )—( )—( )—|
| | | | | | | |
| | [ ] [ ] [ ] [ ] [ ] [ ] |
| | |
| O—-[X]–( )—( )—( )—( )—( )—|
| | | | | | | |
| | [ ] [ ] [ ] [ ] [ ] [ ] |
| | |
| O—-[X]–( )—( )—( )—( )—( )—|
| | | | | | | |
| | [ ] [ ] [ ] [ ] [ ] [ ] |
| | |
| O—-[X]–( )—( )—( )—( )—( )—|
| | | | | | | |
| | [ ] [ ] [ ] [ ] [ ] [ ] |
| | |
| O—-[X]–( )—( )—( )—( )—( )—|
| | | | | | | |
| | [ ] [ ] [ ] [ ] [ ] [ ] |
| | |
| O—-[X]–( )—( )—( )—( )—( )—|
—–
NETWORK 3: Control de los sensores y actuadores del sistema
—–
| |
| O—-[X]–( )—( )—( )—( )—( )—|
| | | | | | | |
| | [ ] [ ] [ ] [ ] [ ] [ ] |
| | |
| O—-[X]–( )—( )—( )—( )—(
¿Cuál es un ejemplo de un programa PLC utilizado en la industria automotriz para controlar el proceso de ensamblaje de vehículos?
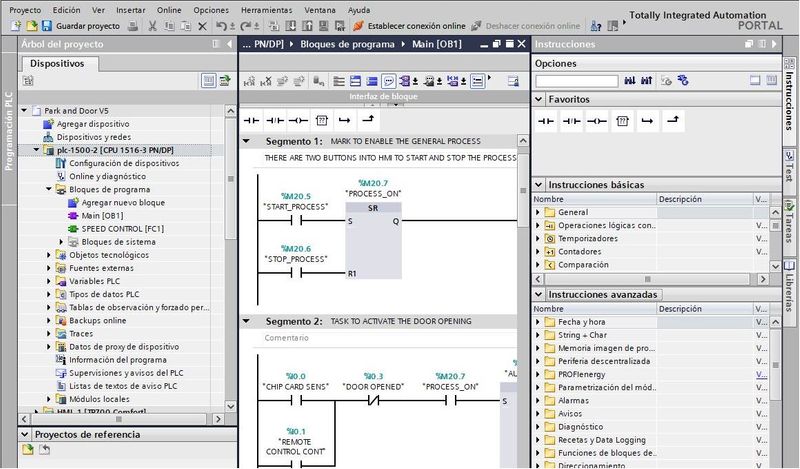
Un ejemplo de un programa PLC utilizado en la industria automotriz para controlar el proceso de ensamblaje de vehículos es el software Siemens TIA Portal. Este sistema de automatización se utiliza ampliamente en la industria automotriz debido a su capacidad para controlar múltiples etapas del proceso de ensamblaje de vehículos, como el movimiento de las piezas, la soldadura, la inspección de calidad y la gestión de la línea de producción.
TIA Portal permite a los programadores desarrollar programas PLC personalizados que se adaptan a las necesidades específicas de la línea de ensamblaje. El software proporciona una interfaz gráfica intuitiva que permite a los usuarios crear diagramas de función y secuencias de operación de manera rápida y eficiente.
Además, TIA Portal ofrece una amplia gama de herramientas de diagnóstico y supervisión que permiten monitorear y solucionar problemas en tiempo real. Esto ayuda a garantizar un funcionamiento continuo y eficiente de la línea de producción de vehículos.
En resumen, el software Siemens TIA Portal es un ejemplo de programa PLC utilizado en la industria automotriz para controlar el proceso de ensamblaje de vehículos, proporcionando una solución completa y eficiente para la automatización de la producción.
¿Podrías dar un ejemplo de un programa PLC utilizado en la industria textil para controlar la maquinaria de teñido y acabado de telas?
¡Claro! Aquí tienes un ejemplo de un programa PLC utilizado en la industria textil para controlar la maquinaria de teñido y acabado de telas:
“` ladder
NETWORK 1: Teñido de telas
—-| Sensor_inicial |—-[ ]——( )——————————-
|______| | |
| |
[ ]—–[ ] |
______| | |
| | |
|_____[ ]——( ) |
|______| |
—-| Sensor_final |—————————————————-
NETWORK 2: Acabado de telas
—-| Sensor_inicial |—-[ ]—–[ ]——( )————————
| | | |
| | | |
[ ] | | |
___|________|_____| |
| |
|_______[ ]——-[ ]——( )————-|
| | | |
| _______|______| |
| |
| |______[ ]——( )————–
|________|
“`
En este ejemplo, se utiliza un lenguaje de programación en escalera (ladder) para controlar el proceso de teñido y acabado de telas. El programa consta de dos redes o secciones: una para el teñido de telas y otra para el acabado de telas.
En la red de teñido, se encuentran dos sensores: uno inicial y otro final. Cuando se activa el sensor inicial, la maquinaria de teñido se pone en marcha, representada por el contacto normalmente abierto (NA) conectado a la bobina (M) del PLC. Mientras la maquinaria esté en funcionamiento, se mantiene la bobina (M) energizada. Al activarse el sensor final, se detiene la maquinaria de teñido.
En la red de acabado, también se encuentran dos sensores: uno inicial y otro final. El funcionamiento es similar al de la red de teñido, donde la maquinaria de acabado se pone en marcha al activarse el sensor inicial y se detiene al activarse el sensor final.
Estos son solo ejemplos básicos del programa PLC que se utiliza en la industria textil para controlar la maquinaria de teñido y acabado de telas. En aplicaciones reales, el programa puede ser mucho más complejo, incluyendo una variedad de sensores, actuadores y lógica de control más avanzada.
En conclusión, los ejemplos de programas PLC presentados en este artículo nos han permitido adentrarnos en un mundo fascinante de automatización industrial. A través de estos ejemplos hemos podido comprender la importancia de los PLC en la optimización de procesos y la eficiencia de las empresas. Te invitamos a compartir este contenido y seguir explorando las posibilidades que nos brinda esta tecnología. ¡Descubre más sobre los PLC y su aplicación en la industria!